How the time flies – it is two years since I wrote a series of blog posts „Showing off my wood“ where I have shown various woods at my disposal for crafting. I have so much material in fact that it is not improbable but downright impossible for me to use it all up making knife handles and knife blocks, I just cannot make that many different knives alone. So I would like to make some high-quality end-grain cutting boards to convert at least some of that massive amount of material into something useful.
I started last year but I hit a snag. I need to mate wooden surfaces together perfectly, but there is no convenient way for me to flatten wooden surfaces in reasonable time and in scale. My manual method is precise, but also tiring and time-consuming. I need a drum sander to make even a few end-grain cutting boards. And I cannot buy one for two reasons. Firstly I don’t have the money. Second, I don’t have the space needed for one.
But since I have managed to build myself a belt sander, I decided this year to spend some time trying to build a drum sander too. I had more than a year to think about it and with the money these things cost, even if I spend a whole month building one, it would still be worth it.

© Charly, all rights reserved. Click for full size.
I started by gluing three large pieces of black locust wood together to form a large prism through whose center I put a 10 mm threaded rod. I cut the edges off on a circular saw and then I stood in front of a bit of a problem – how to turn a large-ish wooden cylinder without a lathe. I rigged up a temporary wooden structure that allowed me to span the prism in such a way that it could run against the edge of the circular saw whilst being continuously rotated with hand-held akku drill. I hope the picture makes it clear what I mean.

© Charly, all rights reserved. Click for full size.
It made an absolutely unholy mess and I was terrified the whole time but I succeeded in making a rough cylinder round enough to progress to other works. I will make the cylinder perfectly round and concentric with its rotational axis later.

© Charly, all rights reserved. Click for full size.
I swapped the threaded shaft for a smooth 10 mm one and to secure it to the cylinder I drilled 3 mm holes throughout it and the shaft on both ends and I drove 3 mm hard steel through the hole. I hope it’s strong enough for the forces needed, if not and it shears off during work, I will have to think up something better. I also cut grooves in the shafts to secure one ball bearing on each side with circlips. I later decided to use two ball bearings, with the second one being put near the first one and not being secured with circlips. As you can clearly see, I am making things up as I go along and I do not always know what I am doing.

© Charly, all rights reserved. Click for full size.
A 15 mm particle board from an old PC table serves as a base to build upon. To hold the ball bearings I cut short boards from hardwood (beech) and I made cutouts for the ball bearings between two pieces and screwed them together with long wood screws. It appeared to be reasonably strong and it held the ball bearings firmly, but it was a bit wobbly. So I glued 15 mm particle boards to the beech boards to widen the bases a bit.

© Charly, all rights reserved. Click for full size.
While the glue was setting on that, I trimmed the edges of the cylinder. I used the boards that held it in the circular saw jig and a hand-held drill as the source of rotation again. That left me with only one hand free to trim the edges but a hacksaw blade proved to be quite efficient at that. Setting the initial groove was a bit fiddly but once started, it went easily, albeit slowly. The edges are not perfectly square and flat but they do not need to be.

© Charly, all rights reserved. Click for full size.
Once the boards for holding the ball bearings were glued together, I glued them to the base with five-minute epoxy. Epoxy is expensive, but I needed a strong bond to make subsequent works easier.

© Charly, all rights reserved. Click for full size.
Once the epoxy cured, I added 4 80 mm wood screws through the beech cores and then also multiple 6 mm bamboo dowels glued in with PVA glue. I do hope that is strong enough in itself but it was additionally reinforced with the last step.

© Charly, all rights reserved. Click for full size.
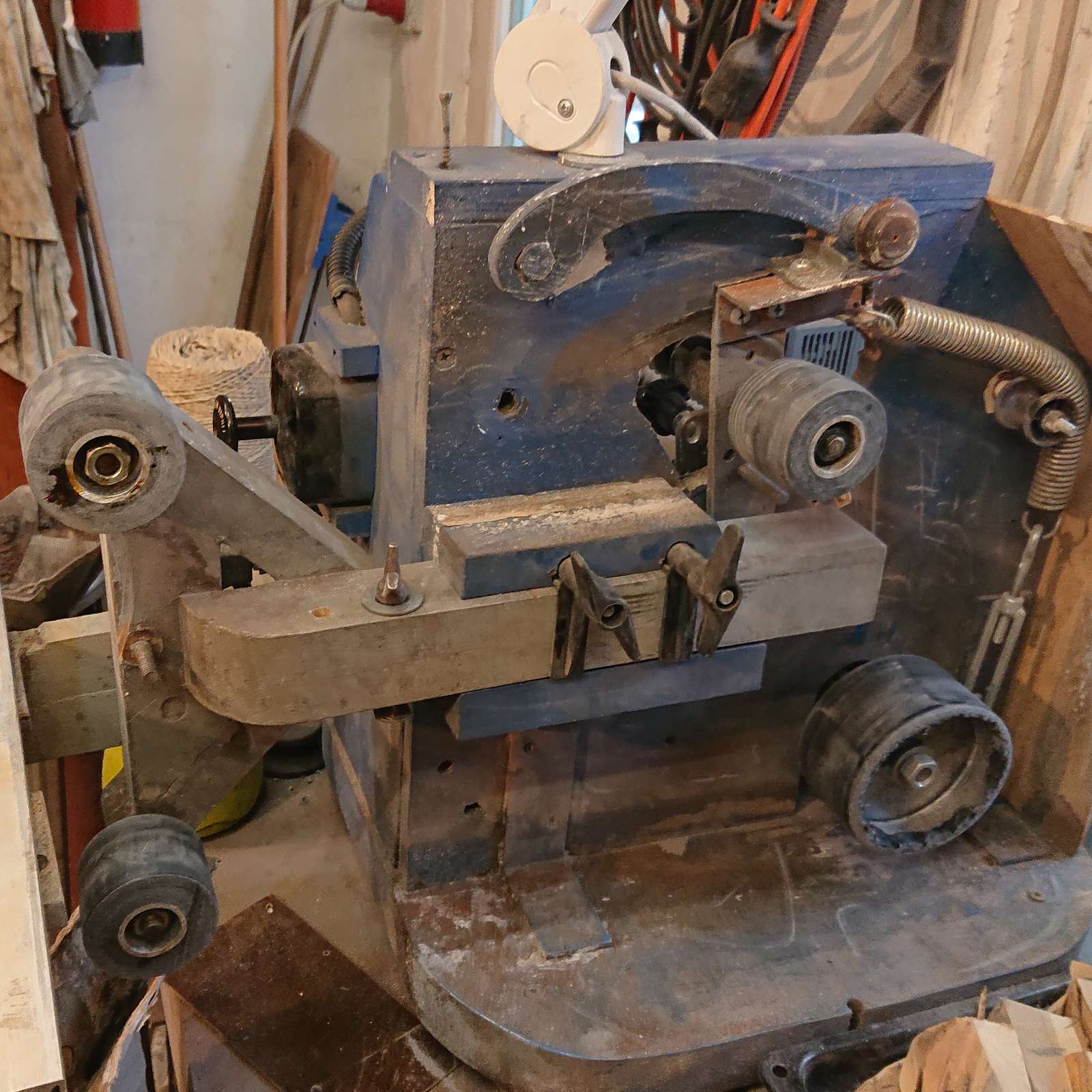
There are strong anchor points on the base for the ball bearings and I changed the way they are held between the boards from the temporary wood screws to the final solution – I put two M8 rods through the whole thing with pronged nuts hammered into the particle board base and wing nuts on top. It holds the ball bearings firmly in place and the cylinder can rotate freely.
And this is where I am right now. Next, I can start working on the propulsion part.
During all this work I am also spending a lot of time just thinking not only about each step but also about what might be the main challenge of this project – the adjustable sanding thickness. I have several ideas but they all are fiddly and complicated and I would like to keep things as simple as possible. The simpler the mechanism, the fewer potential points of failure. I won’t even attempt to make some sort of automatic feeding – the wood will be fed through the machine manually (if I manage to make it work).
























{kind=link}