As I said last time, I am going to make multiple knives in parallel, because I think that a non-trivial amount of time can be saved just by that. I had all my steel already straightened, so I could go right away to drawing, drilling and shaping. First thing to be done was to draw and drill one blade on one half of one steel bar. That I have subsequently used as a template to drill holes in the other half and in all the other steel bars.

©Charly, all rights reserved. Click for full size.
For the drilling I clamped the template firmly with the drilled steel bars and before proceeding to the other side I inserted a steel pin in the drilled hole so the bars do not shift and slide. This has saved some time, despite it being a step with negligible time in the analysis, but my main hope here is that this work on multiple pieces in parallel brings better reproducibility regarding the hole positions and and that better reproducibility could save me some time later on when shaping the handle scales.
I have learned two lessons, one of them rather expensive. First lesson was that for this I have to take the 6 mm drill bits as de-facto consumable material, because I blunted and subsequently broke one towards the end despite using copious amounts of cutting oil. And I do not think it can be avoided.
Second lesson was that I really have to buy a new drill press, and preferably one with continuously regulated speed at that. My jury-rigged press with a very old hand drill has only two speeds and both of them are apparently too high for drilling 16 mm hole in 1,8 mm steel. Towards the end of the work the step drill bit overheated and it got irreversibly blunted on the 16 mm step. Ouch. That drill bit costs 40,-€. I think this investment is unavoidable, if I want to save time I cannot take the bit out and dunk it in water after each drilled hole, slower rotations would be better. And I cannot buy 40,-€ drill bit for each dozen of knives I make – that money be best saved for grinding belts. Hobby or not, at this rate I would spend the price of an acceptable small to middle sized drill press (300-400,-€) on the drill bits rather quickly.
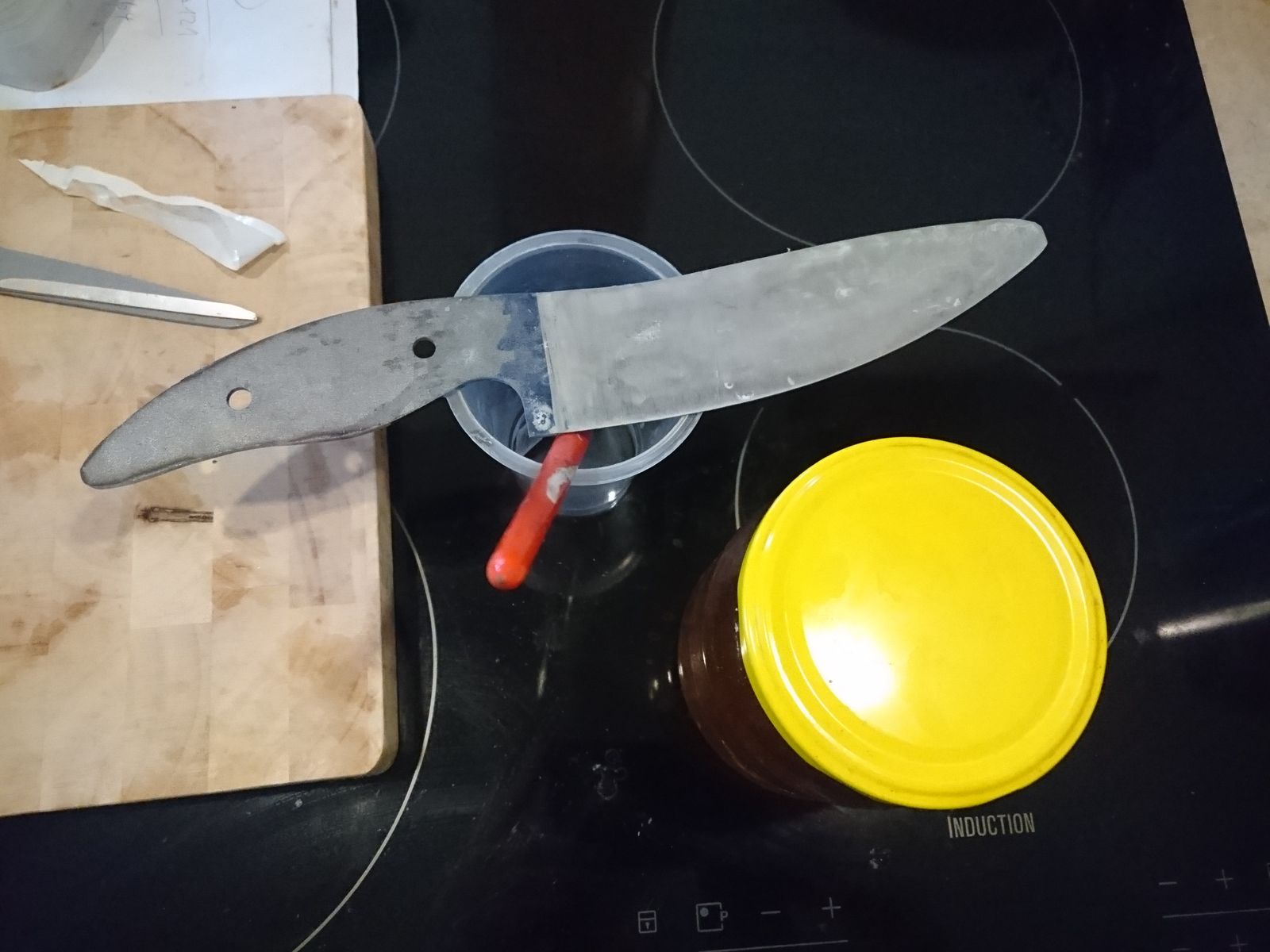
Cutting the blanks in half and roughly cutting the outlines of the blades with an angle grinder did not take long at all. and working on multiple blades in parallel seemed to work comparatively well. But for the sake of precision, next time I will halve the blanks individually – two came out somehow too short and two too long. Not by much, but it is noticeable. The end result were three stacks of four roughly cut blades.

©Charly, all rights reserved. Click for full size.
Before this step took me 15 minutes per blade, now it was 10 minutes per blade (teasing out broken 6mm drill bit and fruitlessly trying to drill a hole with blunted 16mm drill bit included). So I would call it a semi-success. I learned some do’s and dont’s and I achieved my two goals – the holes in the tangs align across all 12 blades nicely and I have saved some time without even really trying to.