I was on and off working on this project in February. I have filled my tumbler with very fine sand (one that is used to fill in the spaces between concrete pavement bricks) and walnut shells and I polished the blades with increasing grit belts, then I stuck them into the tumbler for a day or two until I thought I can get the scratches all out after 12 hours evaluation.
It was still more time consuming than I would like to, mostly because many blades were ever so slightly bent, a problem that I really hope to solve with plate quenching in the future. On a bent blade, the concave part gets polished quickly, but the convex is a pain in the ass.
So I progressed slowly and at 150 grit I stopped, thinking that the fine sand can take the scratches out in time. It did, however, it took over a week in the tumbler, so next time I will go probably somewhere around 240 or perhaps even 320 grit before going to the tumbler. The blades did have a nice sand-blasted like look to them, so they were de-facto good to go functionally, but I thought they might be still improved by putting them in the tumbler some more. So I did, into a mixture of jeweler’s rouge (Fe2O3 powder) and crushed walnut shells. And I was right, they have now a very nice satin finish that I think is perfect for kitchen knives.
A mirror polish can be a bit sticky, so for kitchen knives, it is not the best option. I will see how sticky this polish is in a bit, but it looks good. Unfortunately, pictures do not give it justice, I won’t even try.
Time-wise, I have spent about 110 minutes per blade with this polishing process to achieve this result. So an improvement of 58%, but with a different look in the end.
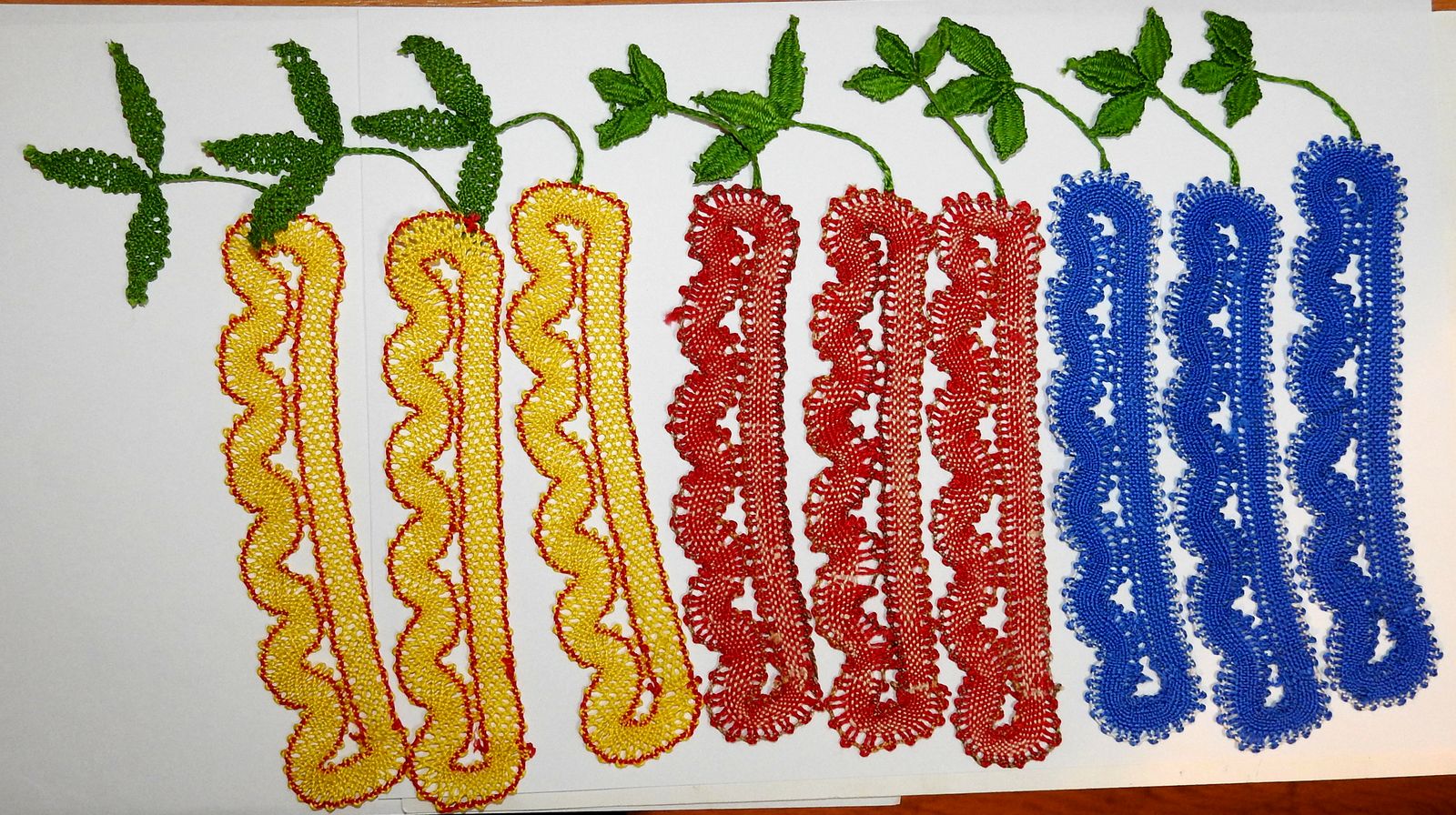
Here is the blade line-up from worst to best:

© Charly, all rights reserved. Click for full size.
The first left blade has a slight crack on the edge. Not from the tumbler – that would be possible, but it did not happen – but from the one time where I forgot that the blades are drying on a rug and I took it to wipe my hands. All twelve fell to the floor and this one cracked near the edge and will have to be re-ground to a different shape – I do not know which yet. It was also one of the curly ones and that might have played a role too.
The second blade from the left would be perfectly OK if I did not mess it up. There is a place about 1/3 from the tip where I run accidentally not over the edge of the platen but over the corner. I nearly ground through the blade there, making an unseemly spot where it is paper-thin. I will probably prototype this to a much smaller blade, like a peeling knife. A lesson for the future.
The third and fourth are the remaining two of the curly-wavy blades. One will be re-shaped into a fish gutting/filleting knife for my uncle, one will remain an all-purpose kitchen knife, only with a slightly narrower blade than intended. It will be more similar to the knife I gave my mom and my brother.
The next five blades have a slight bend to the right side that I was unable to straighten out. They will be functional, but cutting straight will be a bit difficult, so not ideal for bigger things like cabbage, but still OK for carrots, leeks and onions, and sausages.
The last three are what I intended to achieve. 25% success rate – a disaster. But I am still learning, so hopefully next batch comes out better.