When I have made my first, very crude, knife some twenty years ago, my friend’s father commented:
Charly, people want it to be handmade, but they do not want it to be immediately apparent that it is handmade.
That advice stuck in my mind so when I have read Feet of Clay from Terry Prattchett much later, following line resonated with me:
The thing looked like the kind of pots Igneous despised, the ones made by people who thought that because it was hand-made it was supposed to look as if was hand-made, and that thumbprints baked in the clay were a sign of integrity.

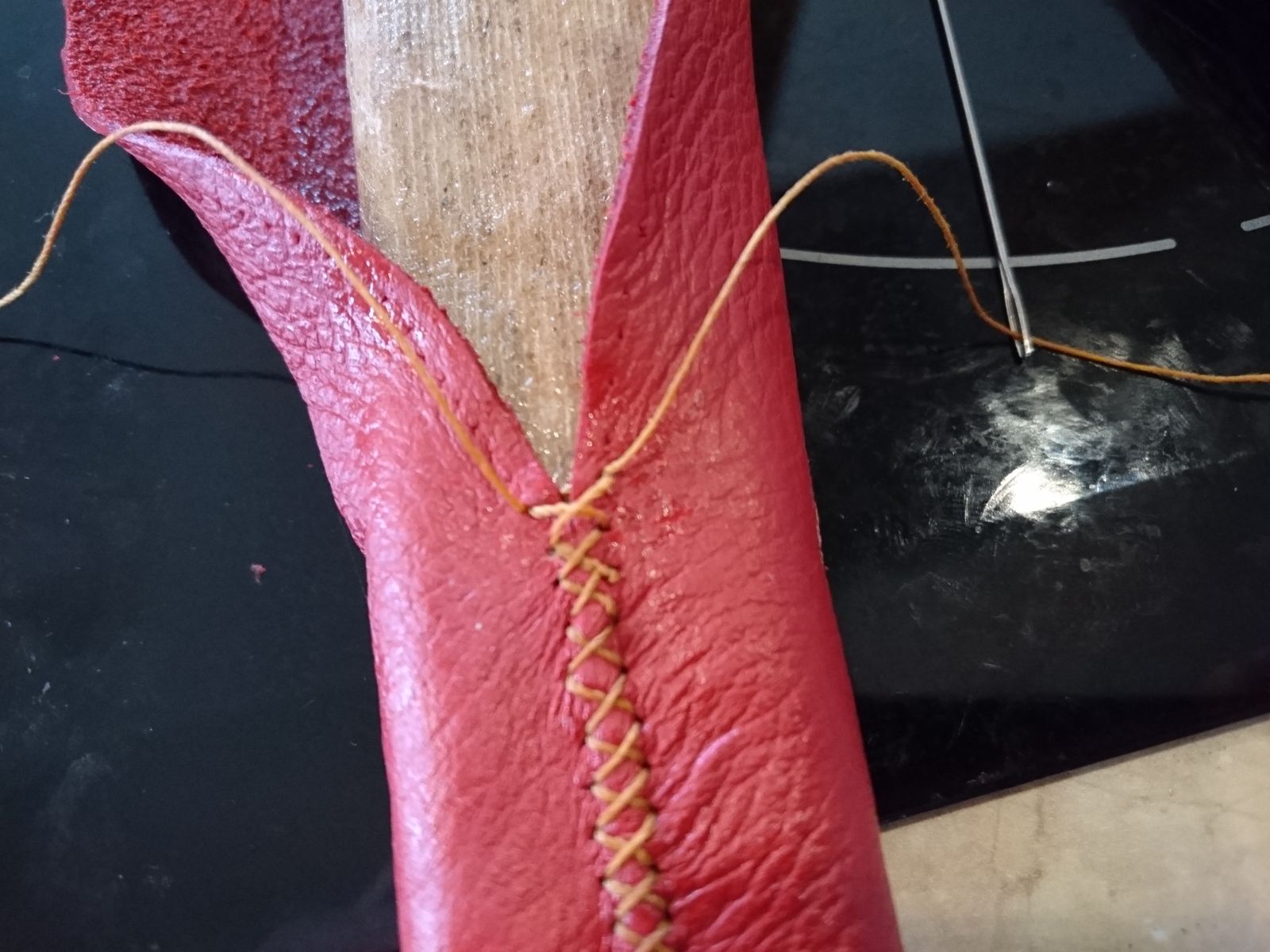
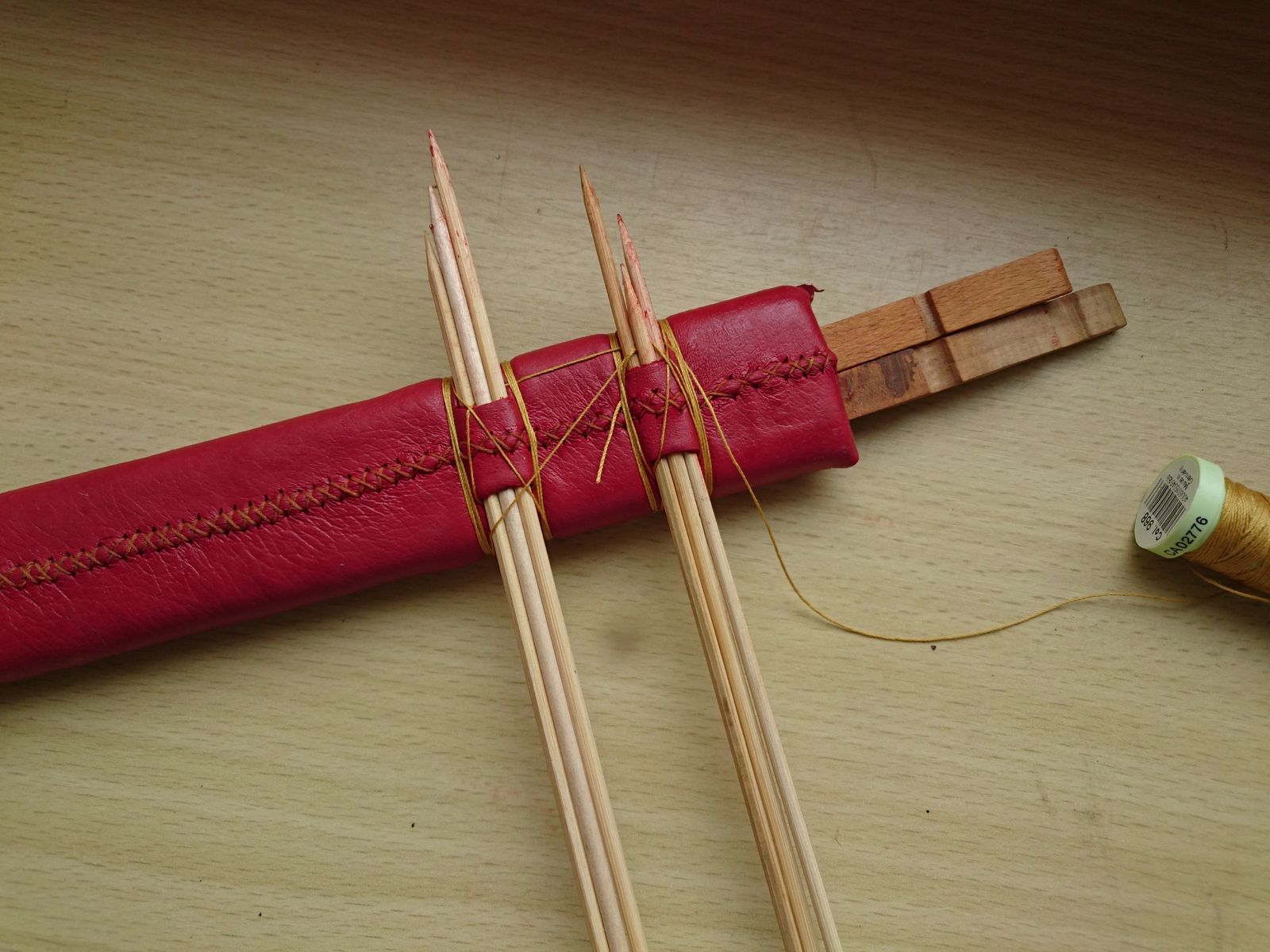
I tried to tie the leather strap as close to how it is done on the in-game model as I could manage. The only significant difference from the game model is the red leather on the scabbard, instead of brown.

If you look closely, here you can see that the hand guard does not stick out symmetrically on both sides of the scabbard.

Overall length ca. 395 mm, blade ca. 257 mm long, 23 mm wide at the guard, single-edged. Good cutting ability although not as good as a dedicated cutting blade would have. It is still a stabbing weapon.

Handle is turned out of maple wood. Rings are allingend perpendicularily to the blade so the shiny lignin spots are symmetricaly with it on both sides of the handle.

Rondel has ten hammered grooves giving it a daisy like look. All metal parts are polished to mirror finish and buffed with jeweler’s rouge.

Although the handle looks massive, the knife is weighed towards the tip when put on a flat surface. I guess it could be thrown, but I do not intend to try it for fear of the blade breaking.

My signature for knives from now on – my initials in Glagolitic script. This is also the writing used in the Witcher games, so it also thematically appropriate.